An Affordable Production Pocket-Hole Machine
For big projects and for small cabinet shops, the Kreg Foreman DB 210 benchtop pocket-hole machine might be a better option than a simple pocket-hole jig.

Pocket holes are one of the fastest and most versatile forms of job-site joinery. For most work, the $100 K4 is enough tool for the job, but for big projects and for small cabinet shops, the Foreman DB 210 might be a better option. The semiautomatic DB210 has a high-production motor and an adjustable fence with stops.
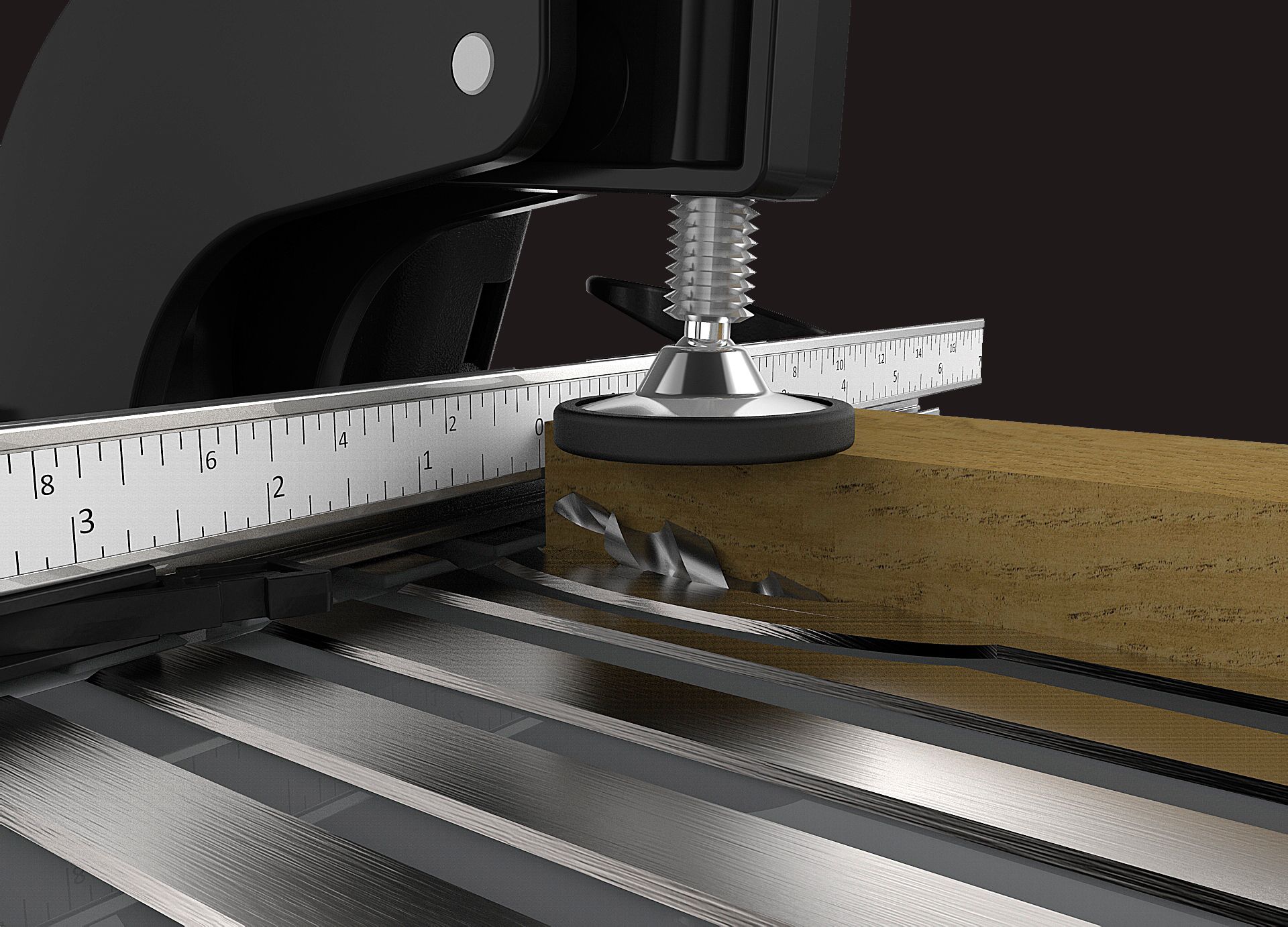
The machine makes three sizes of pocket holes: standard, micro, and heavy duty, to match Kreg’s three sizes of pocket screws. The manufacturer claims the machine makes pocket holes twice as fast as drilling jigs with half the effort. To use the tool, you first position the workpiece using the scale on the fence. For repetetive jobs, like making face frames and panel wainscoting, the fence has a pair of stops to quickly and accurately position the work. Once the stock is in position, pull down on the handle while squeezing the trigger. This action clamps the stock, starts the motor, and raises the drill bit. The whole operation takes about a second or two.
There’s a dust-collection port on the back and on-board storage for adjustment tools and spare drill bits. The 20-pound Kreg Foreman DB210 sells for $399.
-
The Kreg Foreman DB210 is a less-expensive version of the original Kreg Foreman. It makes all three sizes of pocket holes and accepts stock from 1/2 in. to 1 1/2 in. thick.
-
The Foreman's aluminum fence has a pair of stops for repetitve work. The clamp that holds the stock is activated when you pull down on the handle.
-
Stepped drill bits are the secret to making pocket holes. The small-diameter flutes make the screws pilot hole, while the larger-diameter flutes make the pocket that houses the screw head.
-
Here's the back side of a completed pocket-hole joint. Screws are offered in fine-thread versions for hardwoods and course-thread styles for soft woods. Screw lengths vary from 3/4 in. to 2 1/2 in.