Sharpening circular blades
We have about a hundred dull circular-saw blades—some carbide, some steel. I’d like to sharpen these blades myself, but I’m not sure exactly how to go about it. What method do you recommend?
– Gordon Matheson, Julian, CA
 Consulting editor Tom Law replies: You can touch up a carbide blade with a diamond stone, but eventually you’ll have to send the blade out to be reground on a diamond wheel. On the other hand, you can sharpen a steel blade yourself. You’ll need an oilstone and a few files. If a blade is in good shape but just dull, you can sharpen it in about 20 minutes.
Consulting editor Tom Law replies: You can touch up a carbide blade with a diamond stone, but eventually you’ll have to send the blade out to be reground on a diamond wheel. On the other hand, you can sharpen a steel blade yourself. You’ll need an oilstone and a few files. If a blade is in good shape but just dull, you can sharpen it in about 20 minutes.
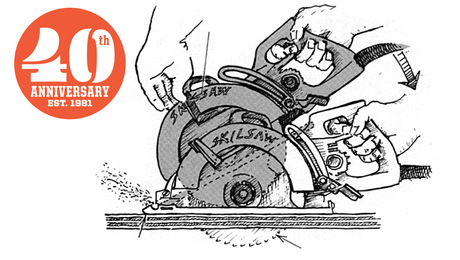
The process starts with jointing, where you lightly grind the outer edge of the blade till the teeth form a perfect circle. First mount the blade backward on the saw arbor. On a tablesaw, replace the throat plate and crank the blade down below the table. Clamp an oilstone flat on the table over the blade slot, turn the saw on and slowly crank the blade up until it just touches the stone. On a portable circular saw, lower the blade over the oilstone as if drop cutting. Apply only enough pressure to grind the tops of the teeth. When all the teeth touch the stone, the blade is perfectly round.
The next step is setting, which is bending the tops of the teeth out of line with the body of the blade. Setting makes the kerf wider than the thickness of the blade, reducing friction and heat buildup. The teeth are alternately bent: one to one side, the next to the opposite side. Teeth are bent with a hand-held tool called a saw set. Usually, a blade can be sharpened three times before it will need resetting.
On any blade it’s best to match tooth size and the amount of set with the wood that the blade will cut. Use coarse teeth with a wide set for wet wood; use finer teeth with a narrow set for dry wood. Planer blades have no set at all. The body of the blade is hollow ground for clearance.
Next comes shaping, which means preserving the original configuration of the teeth. You file the entire profile of the blade and make the whole thing smaller: a 10-in. blade gradually becomes a 9-in. and then an 8-in.
While you’re shaping the teeth, you can sharpen them, too. Study each tooth closely and file it just enough to bring it to a point. Any more filing, and you’ll have to rejoint. File both the front and back of the tooth—preserving its original shape— until the flat spot left by jointing disappears, leaving a sharp point.
You can use several kinds of files, depending on the size of the tooth. Use a flat or round-edge mill file for big teeth, a crosscut file (teardrop shape in cross section) for general purpose, a 30°-120°-30° cantasaw file for long-pointed teeth and a 60° triangular taper file for small teeth. Also, a round chainsaw file does a good job of filing the rounded bases of the teeth, or the gullets.
You’ll also need something to hold the blade as you’re filing it. I use a handsaw vise. A popular job-site vise is two pieces of 2×6 about 4 ft. long, with one end rounded and beveled, bolted together with a single carriage bolt. You stand the 2x6s on end, maybe leaning against a windowsill, and put your toe against the bottom of the 2×6 vise to hold it in place. The blade is sandwiched between the 2x6s, and it is held tightly by the carriage bolt that is passed through the arbor hole.
Clamp the blade in the vise with about a 3-1/2 in. section of blade sticking up. Select a tooth that’s bent away from you, and file the front edge, or face, until about half the flat spot is worn away. File the back side until all the flat is worn away. The tooth is now pointed. Skip the next tooth that’s bent toward you, and file the next one that’s bent away. File two or three teeth, then rotate the blade and file two or three more until all the teeth set away from you are pointed. Then, turn the blade around and do the other side. Put the blade back on the saw, and you’ll love the way it cuts.